





泊头市恒庆翔数控机械厂
手 机:13482905666
13831745486
联系人:韩宝军
地 址:河北省泊头市工业开发区
Q Q:1043997605
邮 箱:hengxiangjx@163.com
网 址:http://www.bthxskjx.com
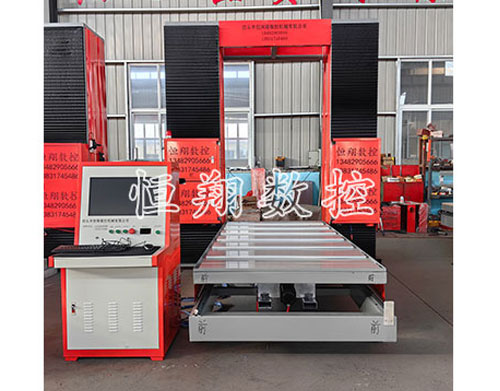
发泡陶瓷绳锯机自动化控制系统的制造与调试难
发布时间:2026-01-10 11:18
发泡陶瓷因其轻质、高强、防止火灾、保温等特性,在建筑装饰区域的应用日益普遍。作为切割加工的核心设备,发泡陶瓷绳锯机的自动化控制系统制造需突破多重技术瓶颈,其调试过程愈需兼顾机械精度与工艺适配性。以下从系统架构、硬件集成、软件算法、调试流程四个维度,解析制造调试中的关键难点。
一、系统架构的复杂性与兼容性挑战
发泡陶瓷绳锯机的自动化控制系统需实现多轴联动、张力闭环控制、路径规划与实时监测等功能,其架构设计需兼顾模块化与扩展性。例如,系统需集成CNC数控卡、PLC、工业计算机及伺服驱动系统,通过分层控制实现逻辑协调:PLC负责基础动作控制,工业计算机处理复杂算法,伺服系统驱动切割绳运动。然而,多设备协同易引发信号干扰问题,例如,通信总线可能因电磁干扰导致数据丢包,影响切割精度;不同厂商的硬件接口协议差异大,需制造定制化驱动模块,增加制造周期。
此外,系统需适配多种切割工艺需求。例如,直线切割需高刚性伺服控制,而异形切割则需动态调整切割绳张力与速度。若架构设计缺乏灵活性,难以通过软件升级扩展新功能,将限制设备的应用场景。
二、硬件集成的精度与稳定性要求
硬件集成是自动化控制的基础,其难点集中于核心部件的精度匹配与长期稳定性。以切割绳张力控制系统为例,张力传感器需实时监测切割绳的微小张力变化,并将信号反馈至PLC,通过比例阀调节气缸压力实现闭环控制。然而,传感器精度不足或响应延迟会导致张力波动,引发切割面粗糙或断裂;气缸密封性差则可能因漏气导致张力衰减,影响加工连续性。
伺服驱动系统的匹配同样关键。切割绳的线速度需与主轴转速、导向轮位置协同,若伺服电机选型不当,可能因扭矩不足导致切割时丢步,或因惯性过大导致低速启停抖动。例如,某机型因伺服电机编码器分辨率不足,在切割复杂曲线时出现轨迹偏移,后期通过升级精度不错编码器解决。
三、软件算法的工艺适配与优化
软件算法是自动化控制的核心,其难点在于将工艺经验转化为可执行的数学模型。例如,切割路径规划需考虑发泡陶瓷的脆性特性——若切割速度过快,材料易因局部过热崩裂;若速度过慢,则速率低下。算法需通过实验数据拟合出速度-张力-材料硬度的动态映射关系,并在切割过程中实时调整参数。
此外,系统需具备自适应能力。例如,当切割绳磨损导致直径减小时,若算法未及时补偿,切割缝宽度将逐渐增大,影响加工精度。某设备通过在导向轮处加装激光位移传感器,实时监测切割绳直径变化,并自动调整伺服电机转速,实现了切割缝宽度的动态稳定。
四、调试流程的系统性与细节把控
调试是验证系统性能的关键环节,其难点在于需覆盖机械、电气、软件多维度。例如,机械调试需确定导向轮与切割绳接触良好,避免跑偏;电气调试需验证传感器信号与PLC输入输出的匹配性,排除干扰;软件调试则需通过模拟切割路径,检查算法逻辑是否正确。
细节把控尤为关键。例如,某设备在调试时发现切割面出现周期性波纹,经排查发现是主轴轴承间隙过大导致振动传递至切割绳;另一案例中,设备在切割厚板时频繁断绳,后期定位为张力控制系统PID参数未根据材料厚度动态调整。此类问题需调试人员具备跨学科知识,能从现象追溯至根本原因。
结语
发泡陶瓷绳锯机自动化控制系统的制造与调试,是机械、电气、软件、工艺融合的复杂工程。从架构设计到硬件选型,从算法制造到调试优化,各环节均需突破技术瓶颈。未来,随着智能传感、边缘计算等技术的渗透,系统将向愈精度不错、不错自适应能力方向发展,为发泡陶瓷加工提供愈速率不错的解决方案。
相关产品
|
相关信息
|

