





泊头市恒庆翔数控机械厂
手 机:13482905666
13831745486
联系人:韩宝军
地 址:河北省泊头市工业开发区
Q Q:1043997605
邮 箱:hengxiangjx@163.com
网 址:http://www.bthxskjx.com
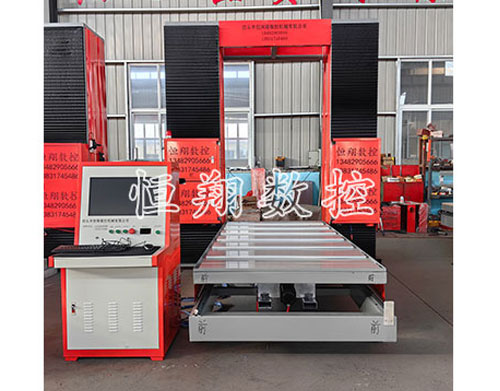
EPS线条切割机的工作原理和使用
发布时间:2021-12-21 16:59
EPS线条切割机的工作原理:
通过控制X轴和Y轴同步运行组合成图形,同时用电阻丝来切割各种EPS制品。其路线是利用输入电脑的图形自动发出脉冲信号来控制X、Y轴的。多线数控仿形切割机适用切割体积小或数量大的制品。电阻丝切割系统可同时使用多至二十条电阻丝,图形输入电脑后,所有电阻丝可平行运行,一次切割多达二十个复杂的二维形体,生产的关键是切割线条的速率和几何尺寸的准确性。
EPS线条切割机控制器可解决图形的缩放问题
1、引出程序与引入程序往往是形式相同,方向相反的两条直线程序。有时,还濡把电丝从一个基准点引向另一个基准点,这种程序称为过渡程序。
2、由于本控制器的程序模块只解决图形的缩放问题,并没有解决把电丝从轮麻线上的某一点移到轨迹线上某一点的问题。而现在不但要计算图纸的名义尺寸。
3、EPS线条切割机加工时,电丝起先停在基准点上,然后用一条程序控制,将它引到轨迹线的起点,这条程序称为引入程序。切割完毕后,又用一条程序控制电丝从终点(往往就是起点)引回到基准点,这条程序称为引出程序。
4、而且还要计算好电丝运动的轨迹与图纸名义尺寸的距离在X,Y轴上的分量X',1",然后对I计数长度进行适当处理才行。
5、在不带间隙补偿的机器中,需计算每条执迹线的各点位置,只要编一条从基准点到轨迹线上起点的直线程序就是引入程序。引出与过渡也同样简单。而在带间晾补偿的机器中。
每个使用设备的工作人员,我们都应该养成比好的习惯。EPS线条切割机的检查工作是不可忽略的,每个操作的人员,我们在使用EPS线条切割机之前需要要做好检查,设备处在正常状态,接下来才能够好的工作。平时在使用EPS线条切割机的过程中,我们需要做好具体的检查工作,这是好的去应用的一种前提和基础,但是很多人在用的过程中,对于检查方面的事情根本就不知道!这是值得注意的。平时做好对EPS线条切割机的检查工作,看看其本身的一些具体情况,以及有没有其他的问题。正确的做好这些方面的工作,把整个检查的事情做的较加的到位,那么接下来在用的过程中才能够工作较加的顺利。
EPS线条切割机使用的方法介绍:
1、移动工作台或主轴时,要根据与工件的远近距离,正确选定移动速度,严防移动过快时发生碰撞。
2、起切时应注意观察判断加工稳定性,发现不良时及时调整。
3、线切前确认程序和补偿量是否正确无误。
4、根据被加工件的实际情况选择敞开式加工或密着加工,在避免干涉的前提下尽量缩短喷嘴与工件的距离。密着加工时,喷嘴与工件的距离一般取0.05~0.1mm。
5、检查喷流选择是否正确,粗加工时用高压喷流,精加工时用低压喷流。
6、检查电丝张力是否足够。在切割锥度时,张力应调小至通常的一半。
7、检查电丝的送进速度是否恰当。
8、加工过程中,要经常对切割工况进行检查监督,发现问题立即处理。
9、编程时要根据实际情况确定正确的加工工艺和加工路线,避免因加工位置不足或搭边强度不够而造成的工件报废或提前切断掉落。
数控EPS线条切割机材切割常用方式主要有手工切割、半自动切割机切割及数控切割机切割。
1、手工切割好用便当,但手工切割质量差,尺寸误差大,资料糜费大,后续加工工作量大,同时劳动条件恶劣,消费速率低。
2、半自动切割机中仿形切割机,切割工件的质量好,由于其运用切割模具,不适当于单件,小批量和大工件切割。其它类型半自动切割机固然降低了工人劳动不错度,但其功用简单,只适当一些较规则外形的零件切割。
数控EPS线条切割的检查工作
1、检查泡沫切割机的时候,还要看看一些螺丝是否松动,用吸尘器或者是吹风机,直接清理柜内的一些灰尘,这样才能够确定接下来越好的进行应用。
2、对数控EPS线条切割的检查,需要看看一些进气口的地方有没有垃圾,阀门的表面是否处在正常的状态,这些都是较基本的前提。各周期使用的过程中,都需要做好检查,设备无的问题,然后再进行使用,一旦其中存在着某些方面的情况,那么就不能够去进行应用,要及时的做好调整。
数控EPS线条切割机如果不能确定应该补偿多少尺寸,可以在废料上割一个矩形,测量实际尺寸和编程尺寸计算出需要的补偿量,精度以达到好的效果。为了弥补割缝损耗造成的尺寸差异,需要进行几何尺寸的补偿,补偿分软件补偿和数控系统补偿两种,它们的目的就是让切割机行走的轨迹偏移,使切割产生割缝损耗后形成的尺寸刚好等于编程绘图的尺寸。这样用套料软件就能轻松解决了。
相关产品
|
相关信息
|

