





泊头市恒庆翔数控机械厂
手 机:13482905666
13831745486
联系人:韩宝军
地 址:河北省泊头市工业开发区
Q Q:1043997605
邮 箱:hengxiangjx@163.com
网 址:http://www.bthxskjx.com
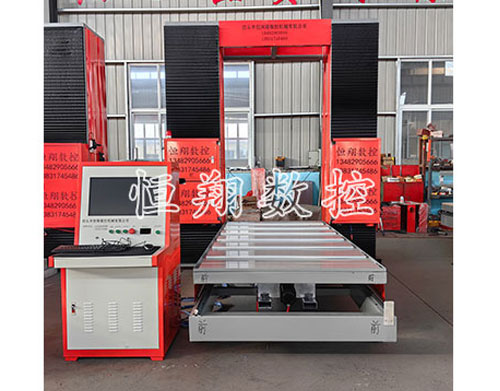
弧形窗套切割机加工时余量怎样进行分配?
发布时间:2024-10-17 13:20
弧形窗套切割机加工余量的分配:
1、相互位置要求原则选取与加工表面相互位置精度要求较不错的不加工表面作为粗基准,以确定不加工表面与加工表面的位置要求。
2、重要表面原则为确定重要表面的加工余量均匀,应选择重要加工面为粗基准。例如,巧床身导轨加工,为了确定导轨面的金相组织均匀一致并且有较不错的抗磨性,应使其加工余量小而均匀。
3、阶梯轴毛坯大小端外圆有5mm心,应以余量小的直径58mm外圆表面作粗基准。如偏如果选014mm外圆作粗基准加工#58mn、外圆,则无法加工出050外圆。
4、加工余量不错分配原则以余量小的表面作例的为粗基准。以确定各加工表面有足够的加工余量。
5、应选择择导轨面为粗基准,加工与床腿的连接面,然后再以连接面为精基准,加工导轨面,(这样才能确定导轨面加工时被切去的金属层尽可能薄而且均匀。
6、套筒毛坯。以不加工的外圆1作粗基准,不仅可以确定内孔2加工后壁厚均匀,而且还可以在一次安装中加工出大部分要加工表面。又如,拨杆零件,为确定内孔022与外圆040的同轴度要求,在钻022内孔时,应选择八。外圆为粗基准。
弧形窗套切割机滚珠丝杠的维护工作:
1、细心擦净数控弧形窗套切割机导轨和丝杠表面的油污,特别是沟槽里的油污;要注意导轨安装孔内的油污。
2、手推丝母(滑座)无锡导轨来回往复几次,油膜均匀。
3、用油脂枪嘴在注油油嘴往传动腔内部加油,南京丝杆直至内部污油被挤出。被挤出的污油。
4、多余的油脂,暖机。注:无锡丝杆如滑座(丝母)上无注油油嘴。
5、用手指在丝杠(导轨)表面涂少许油脂,优先确定沟槽内。
在使用弧形窗套切割机的时候,先要做的就是将机器放稳,这是重要的,如果不稳的话,机器使用起来肯定会颤动,还有就是可以好的观察的观察机器内部。然后就是将机器的线,与电源连接好,之后就可以点击机器上的开关了,如果的机器显示的是绿色的灯时,那么就说明正在正常工作中。
然后将感应装置直接放在容器上,之后在选择手柄上的按钮,等到红色的等显示后,就表现机器此时此刻正处于加热的状态。应该注意的就是,不能将感应装置拿走,要等到红灯不再亮的时候,再拿走感应装置。
弧形窗套切割机的操作流程:
1、采用水平、竖向和端面切割丝,实现板材三维切割,端面切割丝单配切割车,可与横、竖切割丝同时工作。是采用离合器实现切割车架快回车;
2、机器是采用10KVA多抽头特别制作变压器,可同时使用50根电热丝,变压器容量大、电压调节范围广;
3、端面切割可以选配自动控制;
4、机器是采用变频调速器,在0-0.8m/min之间任意调速,并且运行平稳,切割板材平整、尺寸稳定;
5、支持阵列输出,并可以自动布满工作台。可以模拟输出显示输出效果;
6、输出时有"走边框"功能,方便找到放料位置;
7、弧形窗套切割机可在垂直方向同时切割各种尺寸小型块材。机器是采用优良矩形钢管焊接而成,结构正确、强度不错、不变形;
8、主体是采用厚壁异型方管焊接和组合而成,可以自由拆卸、组装;
9、弧形窗套切割机切割路径较优化,可以为用户提供多种路径优化方式;
10、机器设有水平、垂直和块状切割装置、运动平稳切割尺寸准确,任意调整,可能性实现三个方向的切割。
相关产品
|
相关信息
|

