泊头市恒庆翔数控机械厂
手 机:13482905666
13831745486
联系人:韩宝军
地 址:河北省泊头市工业开发区
Q Q:1043997605
邮 箱:hengxiangjx@163.com
网 址:http://www.bthxskjx.com
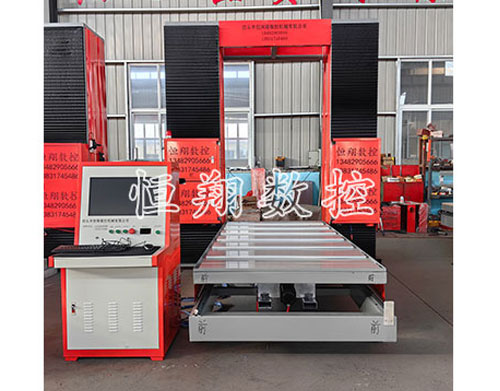
发泡陶瓷线条切割机日常检查及故障表现
发布时间:2025-10-25 17:27
发泡陶瓷线条切割机作为建筑装饰材料加工的核心设备,其稳定运行直接关系到生产效率与产品质量。通过系统化的日常检查与故障识别,可提前预防设备异常,延长使用寿命。以下从日常检查要点与典型故障表现两个维度展开分析。
一、日常检查核心要点
(一)切割系统状态确认
切割绳是设备的关键执行部件,需每日检查其磨损情况。观察切割绳表面金刚石磨料层的脱落程度,若出现局部光秃或断丝现象,需及时更换新绳。检查导轮组件时,需确认V型槽内无陶瓷碎屑堆积,轴承转动灵活无卡滞。对于新安装的切割绳,需进行张力校准,通过张力计检测其预紧力是否符合设备手册要求,避免因张力不足导致切割时打滑或张力过大引发断绳。
(二)驱动系统性能检测
驱动轮与同步带的协同工作是切割精度的前提。启动设备后,观察驱动轮表面磨料层的均匀性,若出现偏磨或沟槽,表明同步带张力不足或驱动轮安装偏心。使用手感温法检测驱动电机外壳温度,正常工作状态下电机表面温度应与环境温度差异较小,若出现局部过热,可能是轴承润滑不良或负载过大。此外,需定期检查同步带齿形完整性,防止因齿部磨损导致传动打滑。
(三)冷却系统效能评估
冷却液循环系统的性直接影响切割面质量。每日检查冷却液过滤装置时,需确认粗滤网无大颗粒杂质堵塞,磁性分离器吸附的铁屑未达到饱和状态,纸质滤芯无破损渗漏。观察冷却液喷嘴的喷射形态,正常状态下应形成均匀的扇形雾面,若出现喷射角度偏移或流量减小,可能是喷嘴堵塞或冷却泵压力不足。对于长期使用的冷却液,需通过目视检查其透明度,若出现浑浊或异味,表明冷却液已变质,需整体更换。
(四)电气系统核查
电源质量是设备稳定运行的基础。使用万用表检测进线电压波动范围,若电压波动较大,需安装稳压装置保护设备。检查控制柜内接线端子时,需确认无松动或氧化现象,特别是大电流通过的接线柱需用扳手紧固。对于PLC模块与变频器等元件,需定期清理散热风扇滤网,防止灰尘堆积影响散热效率。此外,需确认设备接地电阻符合标准,避免静电积累损坏电路板。
二、典型故障表现与排查
(一)切割面质量异常
当切割面出现波浪纹或粗细不均时,可能是切割绳张力波动或导轮径向跳动过大。此时需重新校准切割绳张力,并检查导轮轴承是否损坏。若切割面出现崩边现象,可能是切割速度过快或冷却液流量不足,需适当降低进给速度并增大喷嘴流量。对于切割面局部过热发蓝的情况,表明冷却系统失效,需立即检查冷却泵与喷嘴状态。
(二)设备运行异响
驱动系统异响通常表现为周期性摩擦声,可能是同步带与驱动轮齿槽啮合不良或轴承损坏。需停机检查同步带张力与齿形完整性,并手动旋转驱动轮确认轴承运转是否平稳。若异响来自切割绳区域,可能是导轮V型槽磨损导致切割绳偏移,需更换导轮并重新调整切割绳位置。
(三)电气系统故障
设备突然停机且无报警提示时,可能是电源过载保护或控制电路断路。需检查进线断路器是否跳闸,并使用万用表检测控制回路通断性。若操作面板显示异常代码,需参照设备手册查询故障原因,常见问题包括传感器信号丢失、PLC模块通信中断等。对于频繁出现的电气故障,需检查接线端子接触状态与元件老化情况。
(四)切割精度超差
当加工尺寸与设定值偏差较大时,可能是机械传动部件磨损或数控系统参数漂移。需检查丝杠螺母副的间隙补偿值,并重新校准设备原点位置。对于空间曲线切割精度下降的情况,可能是多轴联动参数不匹配,需通过标准试件测试调整各轴运动比例。
通过建立"每日点检-每周维护-月度保养"的分级检查制度,可系统化预防设备故障。操作人员需详细记录每次检查数据与异常现象,为设备全生命周期管理提供数据支撑。当出现无法自行处理的故障时,应及时联系技术人员进行维修,避免因误操作扩大故障范围。
相关产品
|
相关信息
|