





泊头市恒庆翔数控机械厂
手 机:13482905666
13831745486
联系人:韩宝军
地 址:河北省泊头市工业开发区
Q Q:1043997605
邮 箱:hengxiangjx@163.com
网 址:http://www.bthxskjx.com
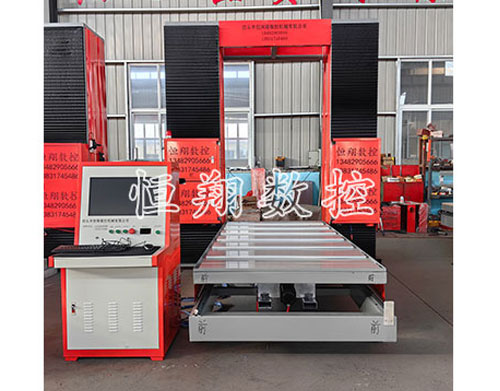
发泡陶瓷绳锯机切割工作与维护保养全流程指南
发布时间:2025-11-03 17:42
发泡陶瓷绳锯机作为建筑装饰中切割异形陶瓷构件的核心设备,其切割精度与设备寿命直接取决于操作规范性与维护系统性。本文从切割工艺实施、日常维护、周期性保养三个维度,系统阐述设备全生命周期管理要点。
一、切割工艺实施规范
(一)材料预处理与定位
待切割的发泡陶瓷板材需经质量检验,无裂纹、孔洞等缺陷。根据切割图形复杂程度,采用不同定位方式:直线切割使用L型定位挡板,异形切割则需制作模板。固定时采用夹具与真空吸附复合方式,在板材四角及几何中心布置夹持点,真空泵压力需稳定在规定范围内,防止切割过程中材料位移。
(二)切割参数动态调控
启动设备后,行空载试运行,观察切割绳摆动幅度与驱动轮同步性。切割参数设置遵循"三阶调整法":初始阶段采用低速进给,待切割绳切入材料后逐步提升至额定速度;中间阶段根据材料硬度动态调整张力补偿值,当切割面出现波纹时增加张力,出现崩边时减小张力;收尾阶段提前降低进给速度,防止切割绳因惯性冲出材料边缘。
(三)冷却润滑系统协同
冷却液采用水基乳化液,需配备过滤装置:过滤网孔径为规定值,二级过滤采用磁性分离器,过滤使用纸质滤芯。润滑系统采用微量喷雾装置,将润滑油雾化后喷射至切割绳与材料接触区,喷射频率与切割速度形成联动控制,每分钟润滑次数与切割绳转速匹配。
二、日常维护核心要点
(一)切割绳状态监测
建立"五看一测"检查法:每日开机前观察切割绳表面磨料分布均匀性,发现局部光秃立即更换;切割过程中查看排屑是否顺畅,若碎屑呈团状堆积需调整冷却液流量;切割完成后检查绳体直径变化,当直径减少超过比例时记录磨损位置;每周用激光测距仪检测切割绳长度,对比初始值计算磨损率;每月进行金相检测,分析磨料颗粒脱落形态。
(二)驱动系统保养
驱动轮轴承采用锂基润滑脂润滑,每运行规定时间补充一次,补充量以轴承腔容积三分之二为宜。导向轮组需定期清理轮槽内积尘,使用压缩空气吹扫时保持气嘴与轮槽呈特定角度,避免灰尘反向进入轴承。同步带张力采用弹簧秤检测法,在带中点施加规定力,挠度应控制在范围内。
(三)电气系统防护
控制柜散热风扇需每月清理,使用软毛刷扇叶积尘,清理时先断开电源。接线端子采用扭矩扳手紧固,紧固扭矩值需符合设备手册要求。PLC模块备份电池每两年更换一次,更换时保持设备通电状态,防止程序丢失。
三、周期性保养
(一)液压系统维护
液压油每运行规定时间更换一次,更换时采用过滤:从油箱放油口放出旧油,经粗滤网过滤后注入临时储油罐;使用泵将储油罐中的油液经精滤车过滤后注入新油箱;新油加注完成后启动液压泵,使油液循环规定时间后再次过滤。液压管路每运行规定时间进行压力测试,测试压力为额定压力的倍数,保压规定时间无泄漏为合格。
(二)机械精度校正
采用激光干涉仪检测切割台面平面度,检测点沿X、Y方向均匀分布,平面度误差超过允许值时,通过调整地脚螺栓高度进行校正。切割绳运动轨迹精度采用球杆仪检测,将标准球安装在切割绳运动轨迹上,球杆仪测量头与球心接触,设备运行完整切割周期后,分析球杆仪采集的轨迹数据,对数控系统参数进行补偿调整。
(三)防护升级
光栅每运行规定时间进行灵敏度测试,测试时使用标准遮挡板以规定速度通过检测区域,光栅应在规定时间内触发急停信号。防护罩锁紧装置每半年进行扭矩检测,使用扭矩扳手检查锁紧螺栓的预紧力,预紧力不足时需重新紧固并涂螺纹锁固胶。
通过实施标准化切割工艺与预防性维护策略,可显著提升发泡陶瓷绳锯机的加工质量与使用效率。建议建立设备健康档案,记录每次维护保养的关键参数与更换部件信息,为设备全生命周期管理提供数据支撑。
相关产品
|
相关信息
|

