





泊头市恒庆翔数控机械厂
手 机:13482905666
13831745486
联系人:韩宝军
地 址:河北省泊头市工业开发区
Q Q:1043997605
邮 箱:hengxiangjx@163.com
网 址:http://www.bthxskjx.com
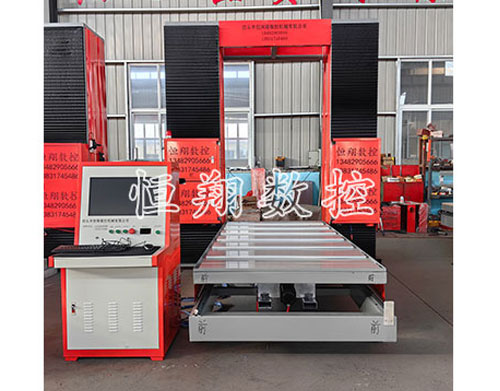
发泡陶瓷线条切割机生产标准和操作规范
发布时间:2026-01-28 23:37
发泡陶瓷线条作为建筑装饰区域的重要构件,其切割质量直接影响工程安装效果与整体美观度。为规范生产流程、确定设备稳定运行,需从生产标准与操作规范两个维度构建系统性管理体系,切割精度、表面质量及设备稳定性达到行业要求。
一、生产标准:构建质量管控体系
1.设备制造标准
设备主体结构需采用合金钢材,经时效处理去掉内应力,确定长期使用不变形。导轨系统应选用双V型滚柱导轨,其直线度与平行度需通过激光校准仪检测,误差需控制在小范围内,以确定切割轨迹精度。主轴系统需配备精度不错角接触球轴承,通过预紧力调整去掉轴向间隙,旋转精度需达到要求。锯绳导向轮组需采用非对称齿形设计,齿距误差需控制在允许范围内,防止锯绳偏移引发切割偏差。
2.切割精度标准
切割尺寸偏差需根据线条规格分级管控:对于窄线条,长度方向偏差需控制在小范围内,宽度方向偏差需愈严格;对于宽线条,长度与宽度偏差需同步控制。切割面粗糙度需达到要求,表面无崩边、毛刺及明显划痕。异形线条切割需确定轮廓曲线平滑,拼接缝隙均匀性需符合装饰工程验收标准。
3.稳定防护标准
设备需配备全封闭式切割舱,采用透明有机玻璃观察窗,便于操作人员监控切割过程。切割舱门需安装联锁保护装置,门未关闭时设备无法启动。紧急停机按钮需设置在操作人员易于触及的位置,按钮触发后设备需在短时间内全部停止。电气系统需符合相关稳定规范,所有带电部件需加装绝缘防护罩,接地电阻需符合要求。冷却液循环系统需设置液位报警装置,液位过低时自动停机并提示补液。
4.环保排放标准
切割过程中产生的粉尘需通过负压吸尘系统收集,吸尘口风速需达到要求,粉尘不外溢。吸尘系统需配备多级过滤装置,粉尘排放浓度需控制在环保要求以内。冷却液需采用环保型配方,洁净没有危害且可生物降解,冷却液槽需定期清理,防止病菌滋生。设备运行噪音需通过优化机械结构与加装减震装置降低,达到工作场所噪音限值要求。
二、操作规范:确定安率不错运行
1.作业前准备
操作人员需穿戴防护装备,包括防护面罩、防切割手套及防尘口罩。检查设备各部件是否完好,导轨、丝杠等运动部件需清洁并加注润滑油。检查锯绳张力,通过张力调节装置将张力调整至适宜范围,锯绳无松弛或过紧现象。检查冷却液液位,不足时需补充至规定刻度线。启动设备前需进行空载试运行,观察导轨运行是否平稳、主轴旋转有无异响。
2.切割过程控制
根据线条材质与规格选择切割参数,参数设置需参考设备说明书或通过试切验证。切割过程中严禁触摸旋转部件,若需调整参数,需要先停机并切断电源。密切观察切割面质量,如出现崩边、毛刺或尺寸偏差,需立即停机检查锯绳磨损情况或参数设置是否正确。切割异形线条时,需通过设备图形导入功能读取CAD图纸,生成切割路径后需进行模拟运行,确认无误后再进行实际切割。
3.设备维护保养
每日作业完成后需清理设备表面粉尘,用压缩空气吹扫导轨、丝杠等部位的残留碎屑。每周需对导轨进行深层清洁,用无尘布擦拭并涂抹用润滑脂。每月需检查锯绳磨损情况,如出现断裂或磨损超标需及时替换。每季度需对设备进行全部检修,包括电气系统绝缘检测、主轴轴承间隙调整及机械部件紧固等。
4.应急处理流程
锯绳断裂时,需立即按下紧急停机按钮,待设备全部停止后,使用用工具清理残留锯绳,严禁徒手操作。冷却液泄漏时,需先关闭电源,再查找泄漏点并修理,清理泄漏区域后补充冷却液。设备异常振动或异响时,需停机检查主轴、导轨或锯绳导向轮组是否存在故障,排除故障后方可重新启动。
通过严格执行生产标准与操作规范,可明显提升发泡陶瓷线条切割机的加工质量与运行稳定性,为建筑装饰工程提供质量不错构件支持,同时确定操作人员稳定与设备使用寿命。
相关产品
|
相关信息
|

